薄板对接焊缝探伤
(一)焊缝宽度法(只适用(yòng)于探测4~12毫米的薄板双面对接焊缝)
焊缝宽度法主要是利用(yòng)横波多(duō)次反射的探伤原理(lǐ),来探测整个焊缝區(qū)域中的缺陷。探测时需在焊缝两侧进行,以免漏检。将探头放在工件厚度相同的试块上,超声波探伤仪探头前沿和试块前沿对齐,在荧光屏上得到极端反射波A,然后向后移动探头,移动距离等于焊缝宽度,在荧光屏上又(yòu)得到极端反射波B,并标出(用(yòng)闸门波或机械刻度尺标出)A波与B波的位置,如图所示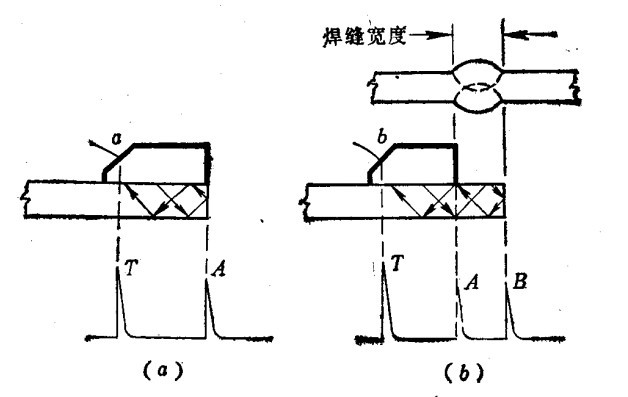
探伤时,探伤仪沿焊缝边缘平行移动,如果在A、B波之间出现反射波,一般為(wèi)焊缝中的缺陷波,如下图所示,不论有(yǒu)无缺陷,若焊缝增强量高时,荧光屏上一般会出现B波(在焊角上的反射波)。应该指出,当焊缝偏或宽度不一样时,在试块上校正的A、B波位置(宽度)与实际的焊角反射波会有(yǒu)出入,此时应以角反射波B為(wèi)准(但角反射迟到波除外),在其前出现的波,一般為(wèi)缺陷波。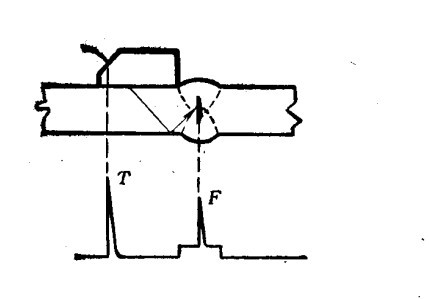
当探测板的厚度為(wèi)8~12毫米对接焊缝时,為(wèi)了使声束扫查到整个焊缝宽度,还需把探头从焊缝边缘处移出焊缝宽度的距离,此时,在B与C波(探头放在距试块两个焊缝宽度一端的反射波)之间出现反射波,一般為(wèi)缺陷波。
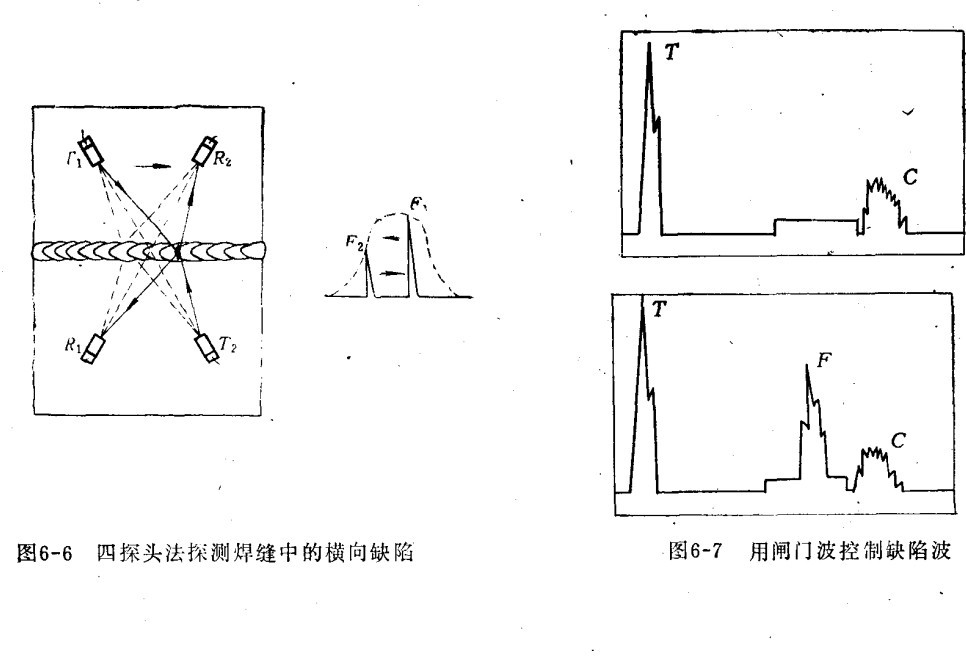
(二)四探头法 四探头法可(kě)探测厚度為(wèi)4~12毫米的薄板对接焊缝中的裂纹、未焊透、条状夹渣等缺陷。而且还可(kě)以进行探伤仪自动探测。四探头法為(wèi)两组探头(T為(wèi)发射探头,R為(wèi)接收探头),用(yòng)机械固定并分(fēn)别放在焊缝两侧(距焊缝轴線(xiàn)距离相等),探伤时沿焊缝同时移动。探测纵向缺陷时,T1R1為(wèi)一组探头,T2R2為(wèi)一组当焊缝中无缺陷时,荧光屏上只出现焊角反射波。如有(yǒu)缺陷,则在焊角反射波之前出现缺陷波F(如缺陷在焊缝中间,则两组探头所得缺陷波重叠在一起),探头移动时,缺陷波的幅度改变。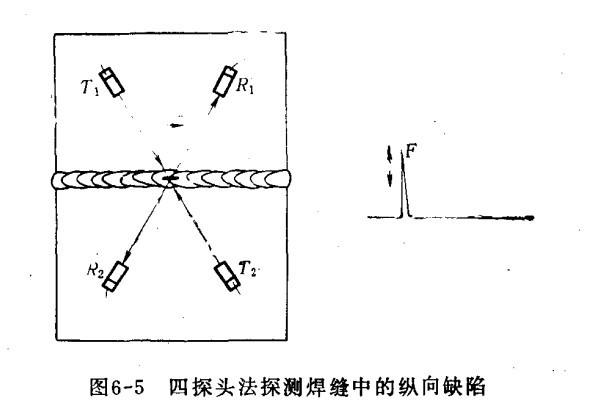
探测横向缺陷时,若荧光屏上只出现焊角反射波,则焊缝中无缺陷。如出现焊角反射波和两个缺陷波F1、F2,则说明有(yǒu)缺陷。探头移动时,缺陷波F1、F2不仅幅度改变,而且其水平位置也向相反方向移动,如缺陷位于两组探头的中心,则两缺陷波重合在一起。自动探测时,為(wèi)了避免焊角反射波的干扰,必须用(yòng)报警闸门波控制,闸门波的宽度相当于焊缝宽度的三分(fēn)之二,焊角反射波在闸门之后,这样在闸门波出现缺陷波时,可(kě)自动报警及记录。自动探测速度可(kě)达2~6米/分(fēn)。